МК748 – собственная среда разработки ООО "Завода МикроДАТ" для реализиции алгоритмов управления технологическими процессами при автоматизации производства на базе программируемых контроллеров ПЛК МикроДАТ МК202. МК748 предполагает использование двух языков стандарта МЭК 61131-3: LD, ST (в ближайшем будущем дополнится третьим языком FBD).
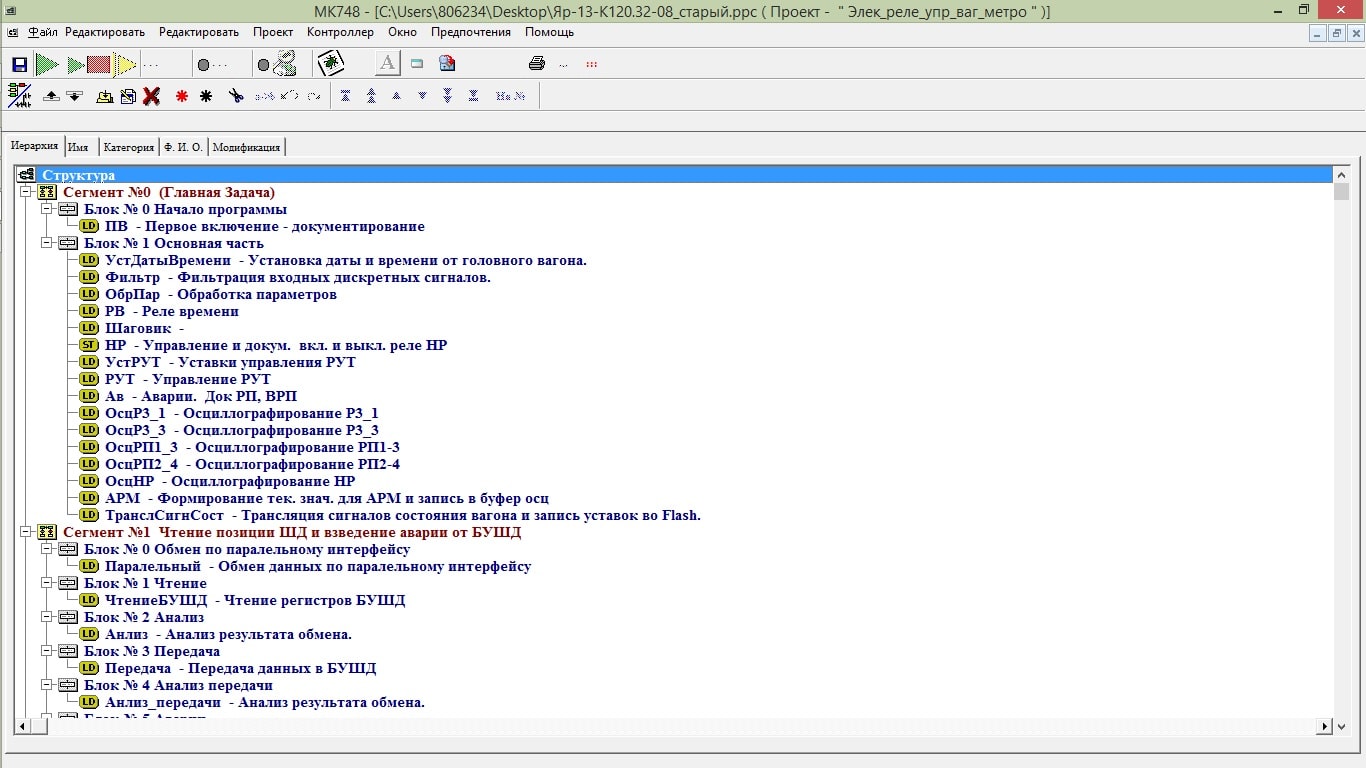
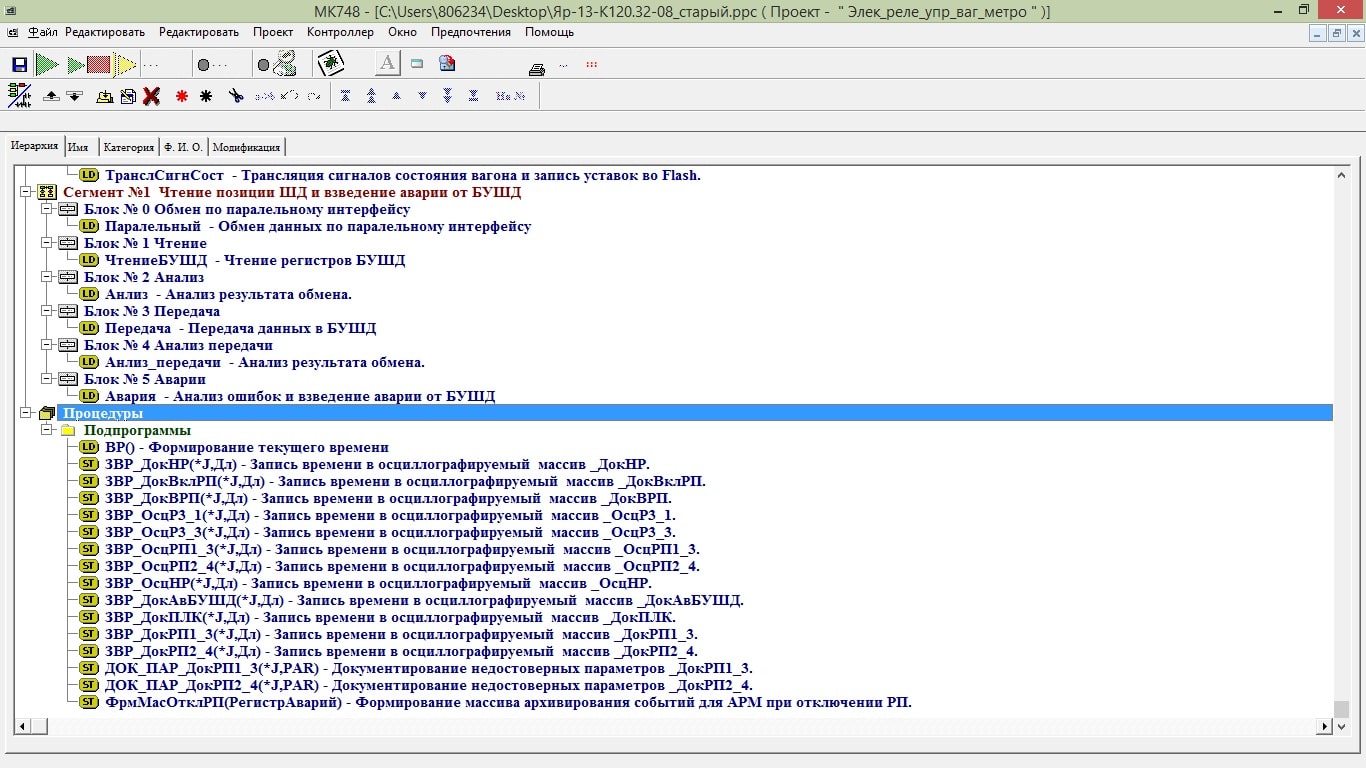
Программное обеспечение реализуется в сегментно-блочной структуре, что позволяет осуществлять удобную отладку при пуско-наладке АСУ. Руководство пользователя программой МК748 доступно на сайте "Завода МикроДАТ" в соответствующем разделе. МК748 даёт возможность комфортного отслеживания динамики выполнения программы управления в режиме реального времени. Также включает в себя "Эмулятор", позволяющий осуществлять отладку программы без подключенных программируемых контроллеров ПЛК. МК748 находится в свободном доступе на нашем сайте, периодически обновляется в связи с расширением линеек программируемых контроллеров ПЛК.
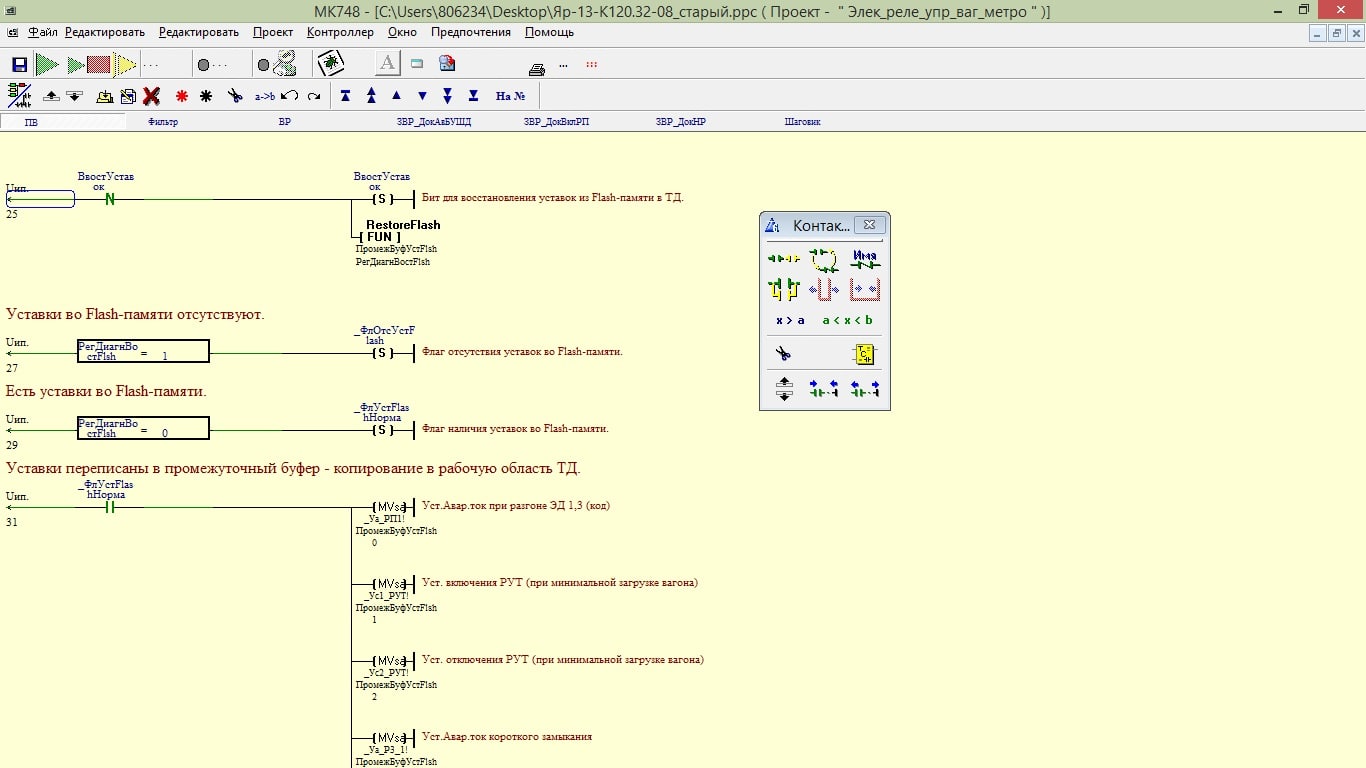
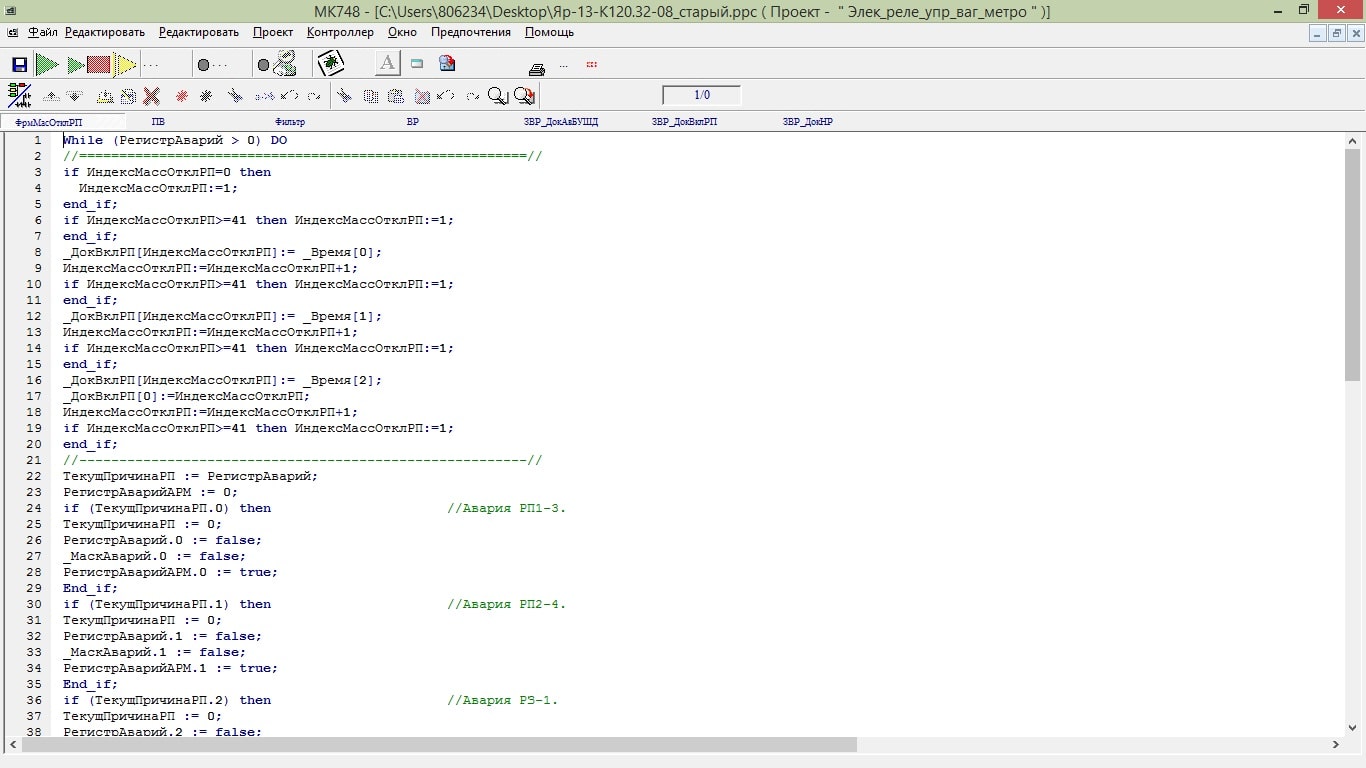
МК748 включает в себя два наиболее используемых языка программирования ПЛК: LD и ST, соответствующие стандартам МЭК-61131-3. LD (Ladder Diagram) является языком контактно-релейных схем, который наиболее понятен специалистам области АСУП, удобен для реализации алгоритма управления ТП. ST (Structured Text)- язык сходный по семантике с языком программирования Паскаль, и наиболее понятен специалистам области ИТ, удобен для выполнения сложных вычислений и в работе с массивами данных. Сравнивая среду разработки МК748 с широко распространённой средой Codesys, следует отметить преимущество в отсутствии необходимости покупки системы исполнения встраиваемой в ПЛК. Исполнительный код МК748 загружаемый в ПЛК исполняется без каких-либо ограничений.
При проектировании автоматизированной системы управления производством зачастую возникает профессиональный конфликт интересов между специалистами-технологами и профессионалами от автоматизации. Технолог может объяснить содержание производственного процесса на пальцах, доступным человеческим языком - что куда наливается (насыпается) и какие исполнительные механизмы участвуют в нагреве (или, например, перемешивании) исходного сырья для производства. Специалист, который занимается программированием ПЛК, погружается полностью в суть технологического процесса для того, чтобы правильно построить схему будущей автоматизированной системы, закладывая на начальном этапе возможность оптимизации, надёжность эксплуатации, нивелирование рисков и нештатных ситуаций.
А также для того, чтобы на стадии программирования ПЛК все технологические операции изложить в виде простых команд языка программирования. Эти особенности послужили созданию универсальных языков программирования ПЛК, максимально простых и доступных инженерам, технологам, операторам.
Стандарт МЭК-61131-3, который был разработан Международной электротехнической комиссией, объединил всё передовое из сферы программирования ПЛК автоматизированных систем управления и установил единые правила для производителей ПЛК, рекомендующие использовать осуществимые команды, аналогичные по написанию и по их действию.